Wire Electrical Discharge Machining (Wire EDM) is a precise and efficient manufacturing process that has revolutionised the way industries approach complex machining tasks. It offers unmatched precision, allowing manufacturers to create intricate and high-tolerance components with ease.
At Microtec EDM, we specialise in wire and spark erosion technologies, delivering high-quality precision parts at competitive prices. Our expertise ensures that we meet the demands of industries that require accuracy and reliability, such as aerospace, medical, and automotive sectors. With a commitment to excellence, we provide tailored solutions that enhance productivity and precision in manufacturing.
In this blog post, we will delve into the fundamentals of Wire EDM, exploring how the process works, the many benefits it offers, and why it has become an essential machining technique for complex geometries and hard materials. We will also discuss how Microtec EDM can support your machining needs and answer some frequently asked questions about Wire EDM to help you better understand its capabilities and applications. Contact us today for more information!
The Basics of Wire EDM: What You Need to Know
Wire EDM, also known as wire-cut EDM or wire cutting, is a type of electrical discharge machining that uses a thin, electrically charged wire to cut intricate shapes and patterns in hard materials. This process is particularly effective for materials that are difficult to machine using traditional methods, such as hardened steels, carbides, and exotic alloys.
The technique was developed in the 1960s to create tools and dies from hardened steel. It has since evolved into a critical process for industries requiring high precision and complex geometries, including aerospace, medical device manufacturing, and automotive sectors.
One of the key advantages of Wire EDM is its ability to produce complex shapes without inducing significant mechanical stresses or deformations in the workpiece. This is because the process does not involve direct contact between the cutting tool and the material, relying instead on electrical discharges to erode the material.
How does Wire EDM work?
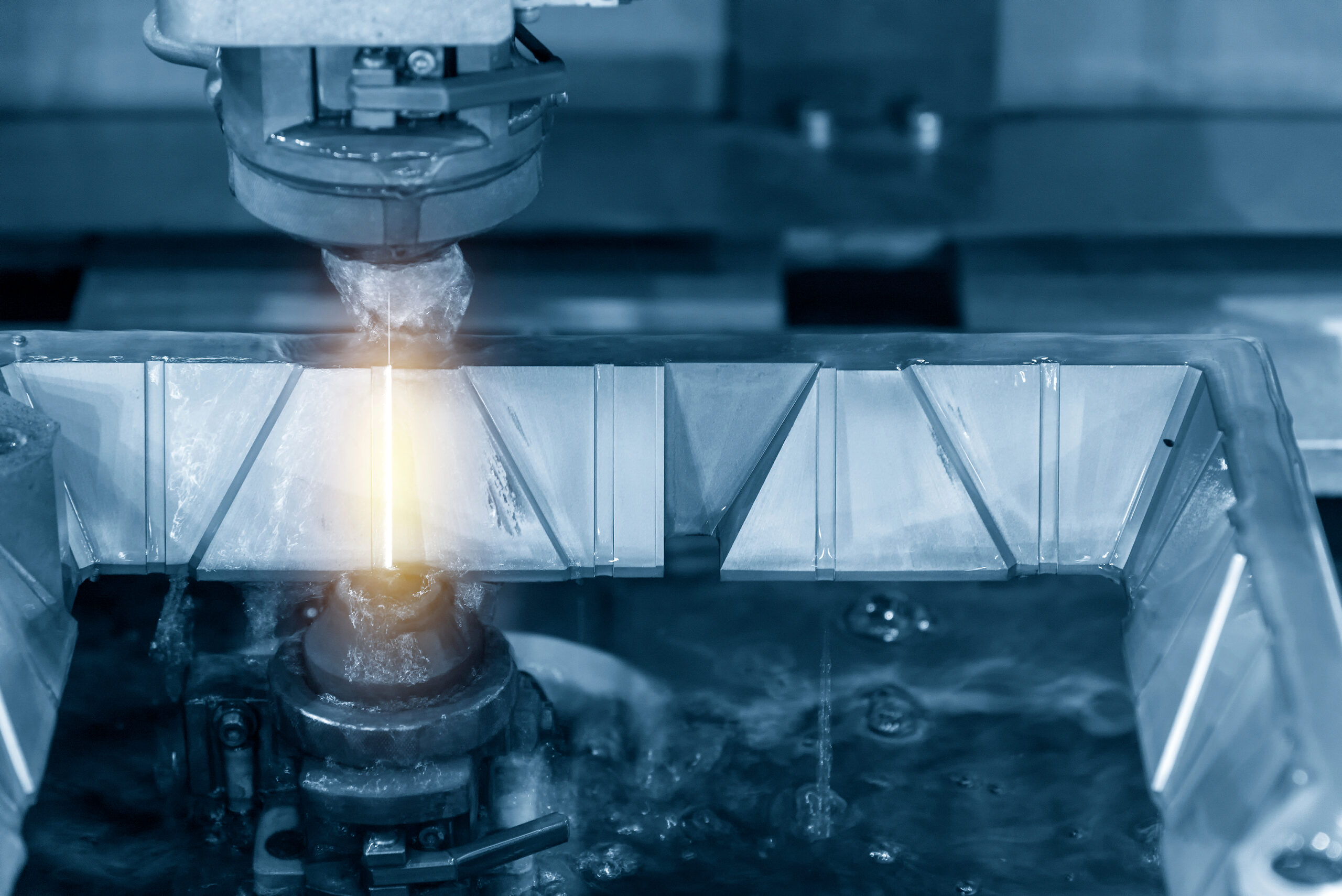
The Wire EDM process operates by generating a series of rapid electrical discharges between a thin, electrically conductive wire (typically made of brass) and the workpiece. Both the wire and the workpiece are submerged in a dielectric fluid, usually deionised water, which acts as an insulator and coolant. The fluid also helps to control the spark gap and prevent excessive heat buildup, ensuring a stable and accurate cutting process.
The process involves the following steps:
Setup
The workpiece is securely mounted on the machine, and the wire is threaded through the desired cutting path. Proper alignment is crucial to ensure accurate machining, often requiring precision fixtures or automated positioning systems. The machine parameters, such as wire tension and feed rate, are set according to the material and required cut quality.
Initiation
A voltage is applied between the wire and the workpiece, creating an electric field. This controlled electrical potential difference prepares the system for the generation of sparks. The machine constantly monitors and adjusts the voltage to maintain consistent performance throughout the cutting process.
Spark Generation
As the wire approaches the workpiece, the electric field intensity increases, causing the dielectric fluid to break down and form a plasma channel. This results in a spark that erodes a small portion of the workpiece material. Each spark occurs in a precise location, ensuring minimal heat-affected zones and preventing material deformation.
Material Removal
The process repeats rapidly, with each spark removing tiny amounts of material. The dielectric fluid flushes away the eroded particles, maintaining a clean cutting area. This continuous flushing prevents the buildup of debris, which could otherwise cause wire breakage or reduce cutting efficiency.
Wire Movement
The wire is continuously fed from a spool and guided along the programmed cutting path, allowing for precise and intricate cuts. Since the wire does not make direct contact with the workpiece, it can create complex geometries, including sharp corners and fine details. Additionally, multi-axis Wire EDM machines enable the cutting of tapered or contoured shapes.
Completion
Once the desired shape is achieved, the machine stops, and the finished part is removed for further processing or inspection. The wire used in the process is discarded or recycled, as it wears down over time due to continuous sparking. A final cleaning step may be required to remove any residual dielectric fluid or microscopic debris from the machined part.
This non-contact method allows Wire EDM to machine delicate or thin-walled parts without causing distortion, making it ideal for applications requiring high precision and intricate details. Industries such as aerospace, medical device manufacturing, and tool and die production rely on Wire EDM for components that demand extreme accuracy and smooth surface finishes.
The Benefits of Wire EDM
Wire EDM offers many advantages over traditional machining methods, making it a preferred choice for many manufacturing applications. Here are some of the many benefits of Wire EDM…
Complex Geometries
Wire EDM can produce intricate shapes and fine details that are challenging or impossible with conventional machining. This capability is essential for components like injection moulds, extrusion dies, and intricate aerospace parts. With its ability to create sharp internal corners, narrow slots, and intricate profiles, Wire EDM is widely used in micro-machining applications. The precision of the process allows for the production of detailed features that would be difficult to achieve with milling or turning. Additionally, the non-contact nature of EDM ensures that delicate geometries remain intact without risk of tool deflection or breakage.
Material Hardness
The process is effective on hard materials, including tool steels, tungsten carbide, and titanium alloys, which are difficult to machine using traditional methods. Unlike conventional machining, which may require expensive carbide tooling or multiple passes to cut hard materials, Wire EDM can efficiently erode these tough metals with ease. This makes it an ideal choice for manufacturing high-wear components such as punches, dies, and cutting tools. Furthermore, because the process does not generate excessive heat, it prevents undesirable changes in material properties, such as softening or distortion.
Precision & Accuracy
Wire EDM achieves tight tolerances, often within a few microns, ensuring high dimensional accuracy for critical components. This level of precision is crucial in industries such as medical device manufacturing, where implants and surgical tools require exact specifications. The process is also ideal for creating mating components with precise fits, reducing the need for secondary machining operations. In addition, modern Wire EDM machines are equipped with advanced control systems that continuously monitor and adjust parameters to maintain accuracy throughout the cutting process.
Surface Finish
The process can produce excellent surface finishes, reducing or eliminating the need for additional finishing operations. A fine surface finish is particularly beneficial for applications like mold making, where a smooth surface minimises post-machining polishing. By adjusting cutting parameters such as pulse duration and wire speed, manufacturers can optimise the surface quality to meet specific requirements. Additionally, multi-pass cutting techniques can further enhance the finish, achieving mirror-like surfaces on critical components.
No Mechanical Stress
As a non-contact process, Wire EDM does not exert cutting forces on the workpiece, preventing mechanical stresses, warping, or deformation. This is especially beneficial when working with delicate or thin-walled components that could be damaged by conventional machining forces. The absence of mechanical stress also allows for the machining of extremely small and intricate parts without compromising structural integrity. Moreover, since Wire EDM does not create cutting forces, it can be used to process brittle materials such as ceramics and graphite without causing cracks or fractures.
Fine Holes & Tapered Cuts
Wire EDM can create very fine holes and tapered cuts with high precision, which are often required in specialised applications. The ability to cut precise holes is crucial in industries such as aerospace and medical, where micro-components must meet strict tolerances. Additionally, the tapering capability allows for features such as draft angles in molds, improving part ejection in injection molding processes. Advanced Wire EDM machines can even adjust the angle of the wire dynamically, enabling complex shapes with varying profiles along the cut.
Stack Cutting
Multiple thin sheets can be stacked and cut simultaneously, increasing efficiency and reducing production time. This technique is particularly useful for industries that require mass production of identical parts, such as electronics and stamping die manufacturing. By cutting multiple layers at once, manufacturers can significantly improve throughput without compromising precision. Additionally, stack cutting minimises material waste and ensures uniformity across all produced parts, enhancing overall process efficiency.
Minimal Tool Wear
The wire electrode experiences minimal wear during the process, maintaining consistent cutting performance and accuracy. Since the wire is continuously fed from a spool, there is no need for tool sharpening or replacement, unlike conventional cutting tools. This contributes to lower maintenance costs and improved machine uptime, making Wire EDM a cost-effective solution for high-precision machining. Moreover, the absence of tool wear ensures consistent results, even when producing large batches of parts.
Automation & Unattended Operation
Modern Wire EDM machines are highly automated, allowing for unattended operation and increased productivity. Many machines feature advanced software and robotic systems that enable continuous production without operator intervention. This reduces labour costs while ensuring consistent quality and precision across multiple production runs. Additionally, remote monitoring capabilities allow operators to track machine performance in real-time, further optimising efficiency.
These benefits make Wire EDM a versatile and valuable process in modern manufacturing, particularly for applications requiring high precision, complex geometries, and machining of hard materials. As industries continue to demand tighter tolerances and intricate part designs, the importance of Wire EDM will only grow. With ongoing advancements in EDM technology, manufacturers can expect even greater efficiency, accuracy, and cost savings in the future.
How can Microtec EDM help?
At Microtec EDM, we pride ourselves on our expertise in wire and spark erosion technologies. Our services include:
- Wire EDM
Utilising state-of-the-art machinery to produce complex and precise components from a variety of materials.
- Spark Erosion (Die Sink EDM)
Achieving intricate details inside components, essential for mould making and other applications.
- Sub-Contract Machining
Providing comprehensive machining services, from CAD design assistance to mass production, with full product traceability.
- Inspection & Quality Control
Employing advanced inspection equipment to ensure all components meet stringent quality standards.
- Tool Making
Producing high-quality precision tools for various industries, tailored to specific requirements.
- Micro Precision EDM Machining
Specialising in micro-precision machining, capable of working on the smallest and most intricate parts with the highest level of accuracy.
If you’re ready to get started with Wire EDM, please don’t hesitate to get in touch with Microtec EDM today!
FAQs
What materials can be machined using Wire EDM?
Wire EDM is effective on conductive materials, including steel, titanium, tungsten carbide, and copper alloys.
Is Wire EDM suitable for prototyping?
Yes, Wire EDM is excellent for prototyping due to its precision and ability to cut complex shapes without extensive setup time.
How accurate is it?
Wire EDM can achieve tolerances within a few microns, making it one of the most precise machining methods available.
Can it cut hardened materials?
Yes, one of its biggest advantages is its ability to cut through hardened and tough materials without wear on cutting tools.
Does Wire EDM require post-processing?
In many cases, Wire EDM produces a high-quality surface finish that eliminates the need for additional finishing processes.